

Jälkikäsittelyn vaikutus 3D-tulostettujen hammasteknisten muovien taivutuslujuuteen
Valmistustekniikoiden digitalisoituminen ja automatisointi on ajankohtainen suuntaus hammastekniikassa. 3D-tulostuksen eli ainetta lisäävän valmistuksen hyödyntäminen yleistyy hammaslaboratorioissa. Uusien teknologioiden käyttöönotto tuo etuja tehokkuuden, kustannusten, kuin työterveydenkin näkökulmasta.
Opinnäytetyössä tutkittiin allasvalopolymerisaatio menetelmällä 3D-tulostettuja kappaleita ja niiden mekaanisia ominaisuuksia. Menetelmä on yleisesti käytössä hammaslaboratorioissa. Allasvalopolymerisaatio-menetelmässä nestemäinen muovi kovetetaan resiinialtaassa valolla. Valonlähteenä voi olla laser (SLA), projektori (DLP) tai LCD-näyttö (LCD). Lyhyesti selitettynä tulostus toimii niin, että kappale rakennetaan kerros kerrallaan. Kerros resiinialtaassa olevaa muovia kovetetaan valolla ennen seuraavan valotuskerrosta. Resiini eli nestemäinen muovi koostuu hartsista ja fotoinitaattoreista. Valokovetusreaktiossa fotoinitaattorit käynnistävät hartsin polymerisaation eli kovettumisen altistuessaan valolle. (Cingesar ym. 2022.)
Tekniikalla on mahdollista valmistaa muun muassa hammasmalleja, jäljennöslusikoita, proteesin pohjalevyjä ja purentakiskoja. Hammasprotetiikan rakenteissa käytettäviltä materiaaleilta vaaditaan korjattavuuden, työstettävyyden ja suun olosuhteisiin sopivuuden ohella myös hyvää kestävyyttä. SLA-tekniikalla tulostetut kappaleet ovat mittatarkkoja ja kestäviä. Jälkikäsittely vaikuttaa SLA tekniikalla tulostetun kappaleen mekaanisiin ominaisuuksiin. Jälkikäsittelyn kuuluu 3D-tulosteen pinnan puhdistaminen isopropanolipesussa (IPA). Tämän jälkeen tulostettu kappale käsitellään myös UV-valolla ja lämmöllä loppuvalokovetuslaitteessa.
Tämä on tärkeä vaihe, koska osa muovista jää polymeroitumatta eli kovettumatta 3D-tulostusprosessissa. Kovettumaton muovi eli jäännösmonomeeri heikentää tulostetta ja lisää veden imeytymistä kappaleeseen. Tästä takia kappale voi värjääntyä nopeammin ja sen pintaan voi muodostua hammaskiveä herkemmin kuin hyvin kovettuneeseen kappaleeseen. Kovettumaton muovi on myös terveysriski ja voi aiheuttaa mm. allergisia reaktioita. (Vallittu 1998). Proteeseja ja jäljennöslusikoita käytetään suussa, siksi niiden materiaalien pitää olla yhteensopivia suun kudosten kanssa. 3D-tulosteiden jälkikäsittelyllä on vaikutusta 3D-tulostettujen materiaalien bioyhteensopivuuteen kudosten kanssa ja mekaanisiin ominaisuuksiin. (Formlabs 2023).
Mekaanisten ominaisuuksien testaus
Hammasteknisten materiaalien taivutuslujuuden mittaamiseen käytetään ISO 20795 -standardin mukaista kolmipistetaivutustestiä. Tämä testi on suunniteltu hammasteknisiä proteesimateriaaleja varten. Standardi määrittelee proteesipohjalevyakryylin kestävyysvaatimukset ja tämän lisäksi myös myytävien tuotteiden pakkausmerkintävaatimukset. Proteesiakryylin taivutuslujuuden on oltava perinteisesti valmistettaville keittoakryyleille vähintään 65 megapascalia (MPa) ja kylmäakryyleille vähintään 60 MPa (ISO-20795-1:2013). Myös 3D-tulostettujen proteesiakryylien taivutuslujuus tulee olla vähintään 65 MPA. Opinnäytetyössä sovelletaan standardia myös Custom tray jäljennöslusikkamateriaalin testaamiseen, sillä kyseiselle lusikkamateriaaleille ei ole vielä olemassa omaa standardia. Testikappaleet olivat standardin mukaisia kooltaan (pituus 65 mm, leveys 10 mm ja korkeus 3.5 mm).
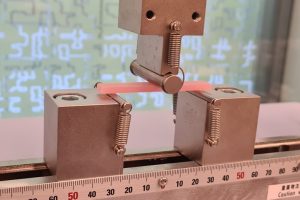
Tutkimusryhmät erosivat toisistaan materiaalin (proteesiakryyli tai lusikkamuovi) ja jälkikäsittelymenetelmien osalta. Jälkikäsittelymuuttujina olivat IPA pesun kesto (5, 10 tai 20 minuuttia), loppuvalokovetuksen kesto (15, 30, 45, 60 tai 90 minuuttia) ja loppukovetuslämpötila (huoneenlämpötila, 40, 60 tai 80 astetta). Testikappaleet testattiin kolmipistetaivutustestissä, jossa testikappale asetetaan pyöreäpintaisten tukien väliin, ja sitä kuormitetaan testitikun keskeltä, kunnes kappale antaa periksi. Testin suorittamiseen käytettiin Shimadzu AGX™-V2 -materiaalitestauslaitetta sekä Trapezium X –ohjelmistoa. Mitattavat suuret olivat taivutuslujuus, kuormankantokyky ja kimmomoduuli.
Jälkikovetuksen lämpötila vaikuttaa tulosteen kestävyyteen
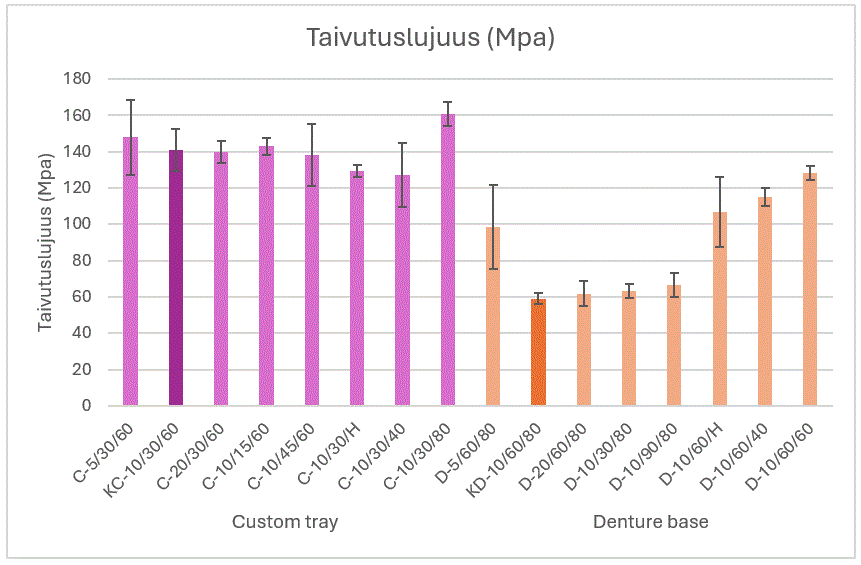
Tutkitu aineet olivat Formlabsin valmistama proteesin pohjalevy- ja jäljennöslusikkamuovi. Tutkimuksessa käytetyistä jälkikäsittely menetelmistä lämpötilalla oli eniten vaikutusta materiaalien mekaanisiin ominaisuuksiin. Tutkituilla aineilla on erilainen kemia ja myös erilaiset jälkikäsittely ohjeet. Lämpötilan nosto valmistajan ohjeistamasta 60 asteessa 80 asteeseen paransi lusikkamuovin kaikkia mekaanisia ominaisuuksia. Proteesimuovin kohdalla taas lämpötilan lasku valmistajan ohjeistamasta 80 asteesta vaikutti positiivisesti proteesiakryylin mekaanisiin ominaisuuksiin kimmomoduulia lukuun ottamatta. Syitä näihin eroihin ei tutkittu tarkemmin, mutta oletettavasti syynä on aineiden erilainen kemiallinen koostumus.
Sekä lusikka- että pohjalevymuoveissa isopropanolipesun pidentäminen heikensi materiaalia. Tämä voisi selittyä sillä, että isopropanoli ei pelkästään poista kovettunutta muovia tulosteen pinnasta vaan liuottaa myös kovettunuttakin muovimateriaalia. Tämä haurastaa kappaleen pintaa ja heikentää tulostettua kappaletta. Aineita verrattaessa keskenään lusikkamuovin mekaaniset ominaisuudet olivat paremmat kuin proteesiakryylin.
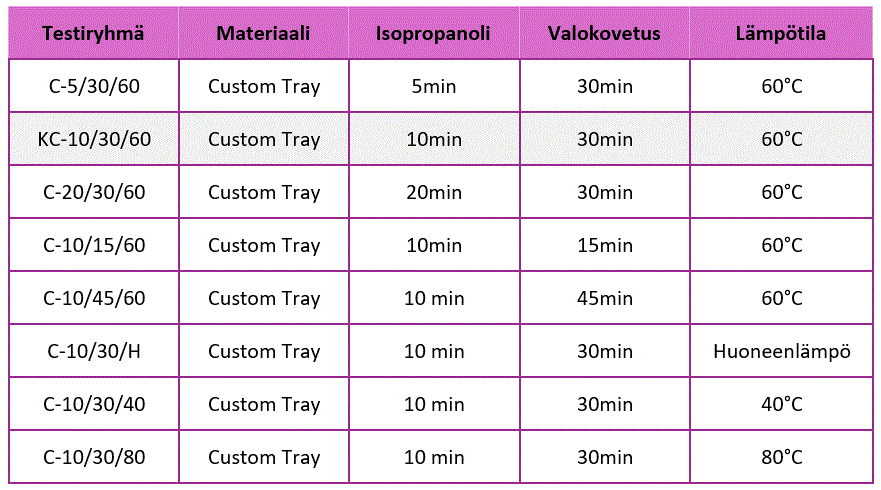
Custom Tray -materiaalin testiryhmät
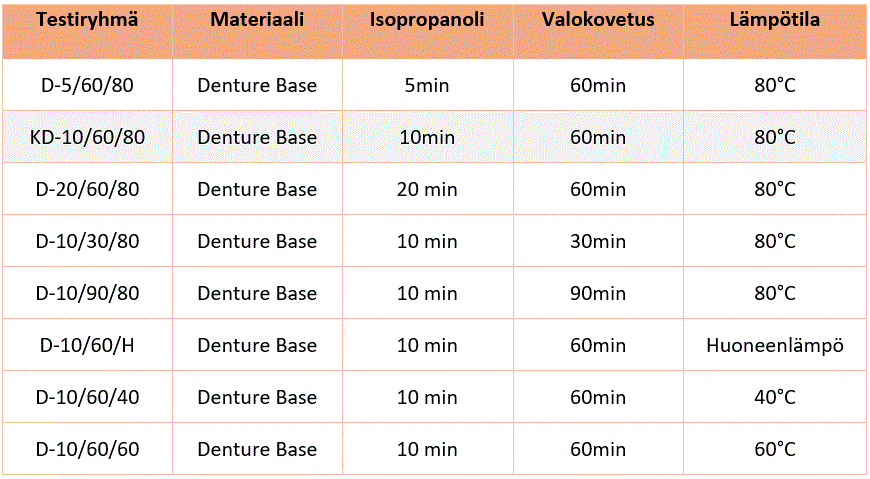
Denture Base -materiaalin testiryhmät
Testiryhmien taivutuslujuuden keskiarvot ja keskihajonnat
Lähteet
Cingesar, I. K., Marković, M. P., & Vrsaljko, D. (2022). Effect of post-processing conditions on polyacrylate materials used in stereolithography. Additive Manufacturing. https://doi.org/10.1016/j.addma.2022.102813.
Formlabs. (2023). An Introduction to Post-Curing SLA 3D Prints. https://formlabs.com/asia/blog/introduction-post-curing-sla-3d-prints/.
ISO-20975-1:2013. Base polymers. Part 1: Denture base polymers. Helsinki: Suomen standardisoimisliitto.
Vallittu, P. (1998) Muovit hammasprotetiikassa. Hammasteknikko-lehti. http://hammasteknikko.fi/tiedostot/Muovit_hammasprotetiikassa.pdf.