

3D-tulostettava keraami: yksilölliset polttotuet hammaskeraamin polttoprosessiin
3D-tulostusmenetelmät ja materiaalit ovat kehittyneet huomattavasti viime vuosina ja avanneet uusia mahdollisuuksia myös hammastekniikan alalla. Hammasteknisestä näkökulmasta yksi kiinnostava ja ajankohtainen uutuus on tulostettava keraami. 3D-tulostettavien keraamien potentiaali on huomattava, mutta tarvitaan edelleen lisätutkimusta ja kehitystä ennen kuin tulostettavat keraamit voivat vakiintua osaksi hammaslaboratorioiden valikoimaa.
Keraamin tulostus hammastekniikan tarkoituksiin on vielä alkutaipaleellaan, mutta tulokset ovat olleet lupaavia. Zirkonia on tyypillisin tulostettu hammastekninen keraamilaatu. Se on jo kliinisessä käytössä ja sen todettu olevan bioyhteensopiva materiaali (Branco ym. 2020, 442–455). Lasikeraamin tulostamisestakin on lupaavia tuloksin, mutta se on vielä kokeellisella tasolla (Paqué ym. 2024, 1602–1610). Keraamimateriaalien 3D-tulostamisessa on haasteina esimerkiksi korkeat laitehankintakustannukset ja aikaa vievät jälkikäsittelyprosessit, jotka rajoittavat laajaa käyttöönottoa.
Turun ammattikorkeakoulun opinnäytetyössä tutustuttiin Formlabsin valmistaman tulostettavaan keraamiin nimeltä Ceramic Resin. Se ei ole tarkoitettu käytettäväksi suussa. Tämän vuoksi siitä ei tulostettu hammaskruunuja, vaan siitä tulostettiin keraamisia polttotukia Form 2 -tulostimella hammaskruunujen polttoprosessiin.
Polttotukien käyttö hammastekniikassa
Polttotukia käytetään hammastekniikassa keraamisten kruunujen ja siltojen polttoprosessissa keraami ja lasituspoltoissa. Niiden tarkoitus on nostaa työstettävä kappale irti polttoalustasta. Tämä helpottaa kappaleen käsittelyä ja liikuttelua posliiniuuniin laitettaessa. Polttotuet on yleensä valmistettu metallista tai keraamista – tai molempien yhdistelmiä.
Formlabsin Ceramic Resin koostuu polymeerisidosaineesta ja piioksidi keraamihiukkasista. Näistä on tehty paksu nestämäinen polymeeri-keraamiseos joka levitetään 3D-tulostusaltaaseen. Sidosainepolymeeri valokovetetaan 3D-tulostusprosessissa kiinteäksi polymeeriksi, jonka sekaan keraamihiukkaset jäävät. Seuraavaksi kiinteästä kappaleesta poltetaan pois polymeerisidosaine. Sidosaineen polttovaihetta kutsutaan debinding-prosessiksi. Poltto kestää usein jopa vuorokauden, jotta kappale ei hajoa. Tämän jälkeen jäljelle on keraamihiukkasista koostuva kiinteä mutta hauras kappale.
Sidosaineen polton jälkeen keraaminen kappale sintrataan korkeassa lämpötilassa. Opinnäyteyössä käytetyn keraamin sintrauslämpötila oli 1271 °C astetta. Sintrauksessa piioksidi keraamipartikkelit sulautuvat yhteen, ja kappale tiivistyy ja kutistuu noin 15 prosenttia. (Formlabs 2018, Ceramic Resin Usage And Design Guide.) Kappale saavuttaa lopullisen kovuuden sintrauksen aikana. Myös tämä prosessin vaihe tehdään hyvin hitaasti. Lämpötilaa nostetaan pikkuhiljaa ja jäähdytys tehdään hitaasti jäähdyttäen, jotta kappaleeseen ei synny lämpöjännitys kohtia mitkä voivat aiheuttaa kappaleeseen murtumia.
Yksilölliset 3D-tulostetut polttotuet Ceramic Resinista?
Valmistusprosessi eteni näin:
- 3D-tulostettujen polttotukien suunnittelu tehtiin CAD-ohjelmistolla
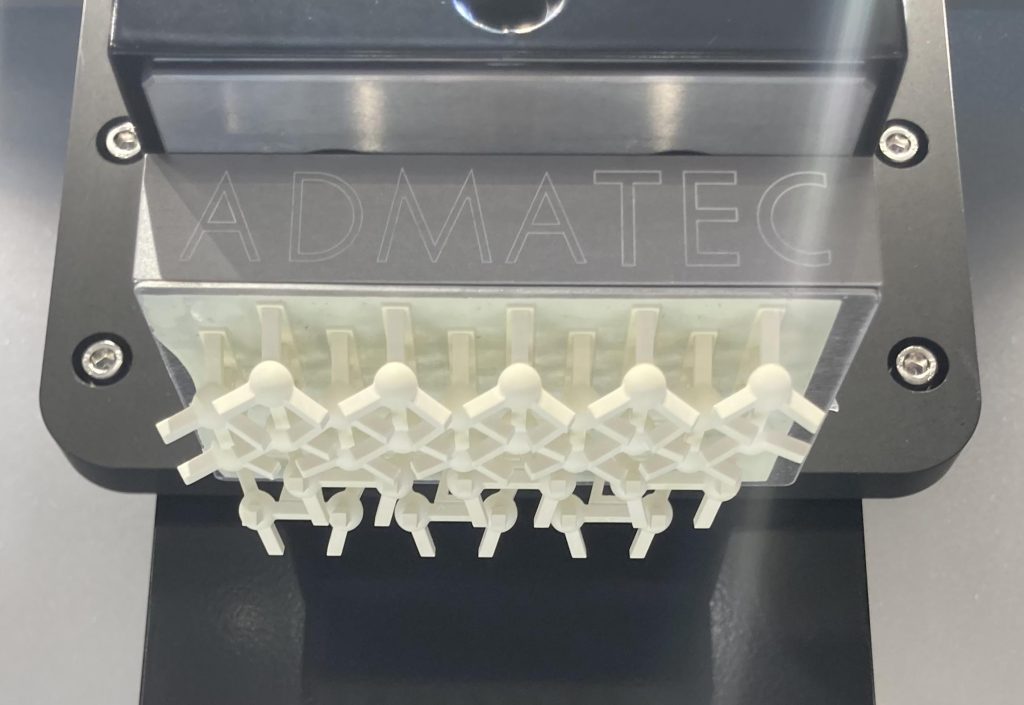
- Polttotuen muotoon otetiin idea Admatec nimisen firman Dentsplyille valmistamista tuista. Polttotuen muotoa muokattiin esim. pyöristämällä tuen kulmia ja liitoskohtia (kuva 1).
- Tulostaminen Fromlabsin Form 2 -tulostimella
- CAD-suunniteltu tuki asetetiin tulostusalustalle Preform-ohjelmalla (Formlabs).
- Tulostusalusta karhennetiin hiekkapaperilla paremman tarttuvuuden aikaan saamiseksi.
- Materiaali sekoitettiin huolellisesti ennen tulostusaltaaseen laittamista.
- Koetulostuksessa tulostusalustalle tulostettiin useampi erikokoinen tuki (kuva 2).
- Tulostettu kappale pestiin isopropyylialkoholilla tulostamisen jälkeen
- Sideaineen polttaminen ja sintraus
- Sideaineenpoltto tehtiin esilämmitys uunissa, joka oli vetokaapissa. Näin poltossa pois palavan sideaineen käryt saatiin poistettua turvallisesti huoneilmasta.
- Sideaineenpoltto ja sintraus tehtiin peräkkäisinä toimenpiteinä, vaihtamalla uunia sideaineen palamisen jälkeen. Tähän päädyttiin, koska esilämmitysuunien lämpötilat eivät oleet riittävän korkeita, eikä sintrausuuneissa ole erillistä ilmanvaihtoa.
- Sintrauspoltossa lämpötila nostettiin 1271 °C asteeseen.
- Koko uunitusprosessin kesti noin 42 tuntia, josta karkeasti puolet oli sideaineenpolttoa ja puolet sintrausta.

Tämä opinnäytetyö todensi, että 3D-tulostettuja yksilöllisiä polttotukia voidaan valmistaa hammaslaboratoriossa Formlabsin valmistamasta Ceramis resiinistä, vaikkakin erittäin pitkät uunitusajat ja sidosaine polymeerin poispolton aiheuttama haju tekevät siitä hieman epäkäytännöllistä. Joissain tapauksissa, esimerkiksi haastavien siltarakenteiden kohdalla, tulostettavat yksilölliset polttotuet voisivat olla hyödyllisiä. Ceramic Resin kestää lämpötiloja 1000 °C asteeseen asti, joten se kestää hyvin hammasteknisten keraamien ja posliinien polttolämpötilat.
Testipolttojen jälkeen polttotuessa tai hammaskruunussa ei havaittu mitään normaalista poikkeavaa. Oletuksena on, että tulostettu polttotuki ei oikein käytettynä aiheuta haittaa kruunuille. Tätä ei varmennettu tässä opinnäytetyössä kuin silmämääräisesti tarkastelemalla. Jos poltto tukia alkaa valmistamaan kaupallisesti Formlabsin Ceramic Resin materiaalista, niin tulee tästä tehdä laajemmat tutkimukset.
Artikkeli on osa Suu terveys -tutkimusryhmän julkaisuja.
Lähteet
Branco, A.C.; Silva, R.; Santos, T.; Jorge, H.; Rodrigues, A.R.; Fernandes, R.; Bandarra, S.; Barahona, I.; Matos, A.P.A.; Lorenz, K.; Polido, M.; Colaço, R.; Serro, A.P. & Figueiredo-Pina, C.G. 2020. Suitability of 3D printed pieces of nanocrystalline zirconia for dental applications. Dental Materials. Vol. 36, issue 3, 442–455. Viitattu 19.10.2024. https://www.sciencedirect.com/science/article/pii/S0109564120300063#bib0035
Paqué, P.N.; Gantner, C.; Mätzener, K.J.; Özcan, M. & Ioannidis, A. 2024. Load-bearing capacity, internal accuracy and time-efficiency of heat-pressed, milled and 3D-printed lithium disilicate ultra-thin occlusal veneers. Dental Materials. Vol. 40, issue 10, 1602–1610. Viitattu 9.11.2024. https://www.sciencedirect.com/science/article/pii/S0109564124002070